The hydraulic ram pump, or hydram, concept was first developed by the Mongolfier brothers in France in 1796 (they are better remembered for their pioneering work with hot air balloons).
Essentially, a hydram is an automatic pumping device which utilises a small fall of water to lift a fraction of the supply flow to a much greater height; ie it uses a larger flow of water falling through a small head to lift a small flow of water through a higher head.
The main virtue of the hydram is that its only moving parts are two valves, and it is therefore mechanically very simple. This gives it very high reliability, minimal maintenance requirements and a long operation life.
How a Hydraulic Ram works
Its mode of operation depends on the use of the phenomenon called water hammer and the overall efficiency can be quite good under favourable circumstances. More than 50% of the energy of the driving flow can be transferred to the delivery flow.
Figure 1 illustrates the principle; initially the impulse valve (or waste valve since it is the nonpumped water exit) will be open under gravity (or in some designs it is held open by a light spring) and water will therefore flow down the drive pipe (through a strainer) from the water source. As the flow accelerates, the hydraulic pressure under the impulse valve and the static pressure in the body of the hydram will increase until the resulting forces overcome the weight of the impulse valve and start to close it.
As soon as the valve aperture decreases, the water pressure in the hydram body builds up rapidly and slams the impulse valve shut. The moving column of water in the drive pipe is no longer able to exit via the impulse valve so its velocity must suddenly decrease; this continues to cause a considerable rise of pressure which forces open the delivery valve to the air-chamber.

Once the pressure exceeds the static delivery head, water will be forced up the delivery pipe. Air trapped in the air chamber is simultaneously compressed to a pressure exceeding the delivery pressure. Eventually the column of water in the drive pipe comes to a halt and the static pressure in the casing then falls to near the supply head pressure. The delivery valve will then close, when the pressure in the air chamber exceeds that in the casing.
Hydraulic Ram Pump
Water will continue to be delivered after the delivery valve has closed until the compressed air in the air chamber has expanded to a pressure equal to the delivery head. A check valve is included in the delivery pipe to prevent return flow. When the delivery valve closes, the reduced pressure in the hydram body will allow the impulse valve to drop under its own weight, thereby letting the cycle start all over again. Most hydrams operate at 30-100 cycles a minute.

The air chamber is a vital component, as apart from improving the efficiency of the process by allowing delivery to continue after the delivery valve has closed, it is also essential to cushion the shocks that would otherwise occur due to the incompressible nature of water. If the air chamber fills with water completely, not only does performance suffer, but the hydram body, the drive pipe or the air chamber itself can be fractured by the resulting water hammer.
Since water can dissolve air, especially under pressure, there is a tendency for the air in the chamber to be depleted by being carried away with the delivery flow. Different hydram designs overcome this problem in different ways. The simplest solution requires the user to stop the hydram occasionally and drain the air chamber by opening two taps, one to admit air and the other to release water.
Hydram
Another method on more sophisticated hydrams is to include a so-called snifting valve which automatically allows air to be drawn into the base of the air chamber when the water pressure momentarily drops below atmospheric pressure. It is important with such units to make an occasional check to see that the snifting valve has not become clogged with dirt and is working properly.
weighted or pre-tensioned by an adjustable spring, and an adjustable screwed stop is generally provided which will allow the maximum opening to be varied. The efficiency, which dictates how much water will be delivered from a given drive flow, is critically influenced by the valve setting.
This is because if the waste valve stays open too long, a smaller proportion of the throughput water is pumped, so the efficiency is reduced, but if it closes too readily, then the pressure will not build up for long enough in the hydram body, so again less water will be delivered. There is often an adjustable bolt which limits the opening of the valve to a predetermined amount which allows the device to be turned to optimise its performance.
A skilled installer should be able to adjust the waste valve on site to obtain optimum performance. Therefore, it can be seen that the output of a hydram will be constant and is non-adjustable. A storage tank is usually included at the top of the delivery pipe to allow water to be drawn in variable amounts as needed.
Installation requirements
Figure 2 illustrates a typical hydram installation, pumping water to a small storage tank on a plateau. It can be seen that the supply head is created in this case by creating a weir. In some cases a small stream is diverted to provide the water supply. If the storage tank is for drinking water, the volume of the tank can be half the volume of water delivered by the ram pump in one day as the water is removed form the tank in the day time by people. Oversized tanks can add unnecessary cost to the installation.
Where greater capacity is needed, it is common practice to install several hydrams in parallel. This allows a choice of how many to operate at any one time so it can cater for variable supply flows or variable demand. The size and length of the drive pipe must be in proportion to the working head from which the ram operates. Also, the drive pipe carries severe internal shock loads due to water hammer, and therefore normally should be constructed from good quality steel water pipe.
Normally the length of the drive pipe should be around three to seven times the supply head. Ideally the drive pipe should have a length of at least 100 times its own diameter. The drive pipe must generally be straight; any bends will not only cause losses of efficiency, but will result in strong fluctuating sideways forces on the pipe which can cause it to break loose.
Hydram body requires
The hydram body requires to be firmly bolted to a concrete foundation, as the beats of its action apply a significant shock load. Some ram pumps should be located so that the waste valve is located above flood water level, as the device will cease to function if the waste valve becomes submerged.
However, with the AID Foundation design of flap type waste valve the vale should be submerged to ensure that during the recoil air will not enter through the waste valve. Air already enters through the snifter. In this way the impact of the waste valve hitting the waste valve stopper is also cushioned, so less wear and tear and less sound.
The delivery pipe can be made from any material capable of carrying the pressure of water leading to the delivery tank. In all except very high head applications, plastic pipe can be considered; with high heads, the lower end of the delivery line might be better as steel pipe. The diameter of the delivery line needs to allow for avoiding excessive pipe friction in relation to the flow rates envisaged and the distance the water is to be conveyed.
It is recommended that a hand-valve or check-valve (non-return valve) should be fitted in the delivery line near the outlet from the hydram, so that the delivery line does not have to be drained if the hydram is stopped for adjustment or any other reason. This will also minimise any back flow past the delivery valve in the air chamber and improve efficiency.
However, if the pump is known to be reliable the working performance can be improved by removing the gate valve and non return valves in the delivery line. The diameters of the valves are much smaller than the pipe lines and create additional friction.
Choice of hydram design
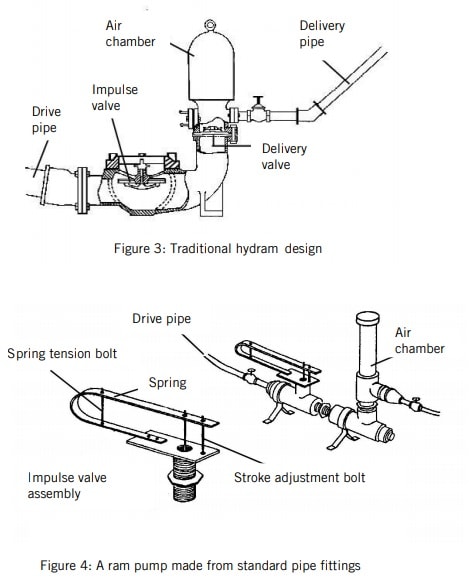
Traditional hydram designs, such as in Figure 3, developed a century ago in Europe, are extremely robust. They tend to be made from heavy castings and have been known to function reliably for 50 years or more. However, although a number of such designs are still manufactured in Europe and the USA in small numbers, they are relatively expensive, although generally speaking the drive-pipe, delivery pipe and civil workings will be significantly more expensive than even the heaviest types of hydram.
Lighter designs, fabricated using a welded sheet steel construction, were developed first in Japan and are now in production in other parts of South East Asia including Taiwan and Thailand. These are cheaper, but only likely to last a decade or so as they are made from thinner material which will eventually corrode. Nevertheless they offer good value for money and are likely to perform reliably.
Hydrams are mostly intended for water supply duties, in hilly or mountainous areas, requiring small flow rates delivered to high heads. They are less commonly used for irrigation purposes, where the higher flow rates required will usually demand the use of larger sizes of hydram having 6-inch or 4-inch drive pipes.
Manufacturers usually describe the size of a hydram by the supply and delivery pipe diameters (generally given in inches even in metric countries because of the common use of inch sizes for pipe diameters); e.g. a 6 x 3 hydram has a 6-inch diameter drive pipe and a 3-inch diameter delivery pipe.
Some simple designs that can be improvised from pipe fittings have also been developed by aid agencies (Figure 4), and some interesting versions have also been quite crudely improvised using scrap materials, such as a unit which is being produced in some numbers in southern Laos from materials salvaged from bombed bridges and using old propane cylinders for the air chamber.
Needless to say, such devices are very low in cost but the pipes in the end cost considerably more than the hydram. They are not always as reliable as traditional designs, but are usually acceptably reliable with failures separated by many months rather than days, and are easy to repair when they fail.
Costs
The costs of commercial hydrams are typically in the range from about £1500 for small 2 inch drive pipe sizes up to as much as £5000 for 4-inch or 6-inch sizes. The cost of the drive pipe can also be quite high for the larger sizes. Therefore hydrams are best suited to relatively low flow rates and high head applications. Of course there are no fuel costs and negligible maintenance costs associated with hydrams.



